

 science-review.ru
science-review.ru
И промышленные (топлива, масла, охлаждающие жидкости и т.д.), и продуктово-бытовые жидкости (алкогольные и безалкогольные напитки, растительные масла, моющие и косметические средства и т.д.), помимо определения химических составов, идентифицируются по многим физико-химическим параметрам, например, – по кинематической и динамической вязкости, по плотности и предельно-допустимым концентрациям, по температурам замерзания и вспышки/самовоспламенения, по щелочным или кислотным числам и токсичности, по сроку сохраняемости и стабильности, по гигроскопичности и растворяемости, по цвету, прозрачности и помутнению и др.[1].
Большинство производителей, как ПЖП, так и ПБЖ практикуют защиту своей продукции от подделки применением фирменной тары, пломбированием горлышек фасовочной тары (бутылок, канистр и т.д.). Тару и пробки видоизменяют, вводят разрушаемые фиксаторы и голографические наклейки и т.д. Однако, несмотря на все ухищрения, объемы контрафактной продукции не уменьшаются [1,2].
Так например, по результатам проверки Роспотребнадзора за январь – декабрь 2017 года было выявлено, что пятая часть всей алкогольной продукции, находящейся в продаже на тот период, являлась контрафактной. Количество алкогольной продукции, которое было изъято и уничтожено, составило около 350000 шт. [3].
Существенным при этом является тот факт, что сертификация и экспертиза ПЖП и ПБЖ (на соответствие действующим техническим регламентам и стандартам) являются длительными и трудоемкими процессами, и они невозможны без вскрытия тары.
Именно поэтому, с точки зрения кардинального решения «проблемы некачественной и контрафактной продукции», актуальным является разработка модели переносного автоматизированного комплекса, на основе адаптации метода весовой импедансной спектроскопии (ВИС) к ПЖП и ПБЖ, применение которого позволяет реализовать «экспресс-контроль» любых фасованных жидких промышленных, пищевых и бытовых продуктов без вскрытия тары, чем защитит продавца и потребителя от подделки [4].
Метод ВИС базируется и адаптируется с помощью нескольких Российских патентов:
• на способе экспрессного определения кинематической вязкости авиационных керосинов и дизельных топлив – Патент РФ № 2263301 от 27.10.2005, в котором по эмпирической формуле через плотность определяется кинематическая вязкость [5], на устройстве диагностики состояния нефти и продуктов нефтепереработки по их активной электропроводности и диэлектрической проницаемости» – патент РФ № 2209422 от 27.07.2003, которое содержит перестраиваемый генератор электромагнитных колебаний в диапазоне 1 кГц – 1 МГц, воздействующих на сенсор с диагностируемым продуктом и измерителем температуры, определяя диэлектрические проницаемости и активные электропроводности с их отношениями на крайних частотах, по которым вычисляется удельная теплота сгорания и характеристическая частота [6],
• на способе определения массовой доли воды в нефти и продуктах остаточной дистилляции по измерению диэлектрической проницаемости на различных частотах – патент РФ № 2192001 от 27.10.2002, который реализуется с помощью измерителей иммитанса, путем регистрации емкостей датчика на частоте 1 кГц и на частоте 1 МГц (в воздухе – С01кГц и С01МГц, а затем в нефти – СН1кГц и СН1МГц), после чего вычисляются их относительные разности, характеризующие приращение диэлектрической проницаемости (Δεt), а затем определяют массовую долю воды в данной нефти в процентах по эмпирической формуле [7].
В тоже время уже более 15 лет ведущие мировые компании используют технологии FTIR в аналитических инструментах для жидких пищевых продуктов и напитков. Так в Анализаторе ВинСкан ФТ-120 данные инфракрасного спектра обрабатываются на интерферометре, использующим преобразование Фурье, что позволяет анализировать широкий ряд параметров: этанол, метанол, рН, летучие кислоты, общую кислотность (винную, яблочную, молочную, уксусную кислоты), восстанавливающие сахара, глюкозу, фруктозу, плотность, общее полифенольное число, глицерин, концентрацию углекислого газа, этилацетат, минеральный остаток, сульфаты и т.д. [8].
Прибор LQtest 2.8, использующий метод электромагнитного зондирования, предназначен для проверки содержимого различных сосудов без их вскрытия, таких как пластиковые и стеклянные бутылки, картонные пакеты и др. неметаллические емкости [9].
Однако ни инфракрасные, ни электромагнитные, ни другие бесконтактные методы и средства, обеспечивая идентификацию жидких продуктов, не могут обеспечить определение их количества и качества, а также защиту от подделки.
Метод ВИС, в части определения плотности пива, использует эталонные массы пустой тары и крышки, благодаря чему взвешиванием на электронных весах, не вскрывая их и без отбора пробы, определяется плотность жидкостей в них по формуле:
ρi = (mi – mj)/Vij, (1)
где mi – измеренный вес i-го образца в фасованной таре; mj – вес j-й эталонной тары; Vij = 1 л, 2 л…N л – эталонный объем i-й жидкости, заливаемой в j – объем тары.
Изменение плотности от температуры учитывается по формуле Менделеева:
или ρ (t) = ρ20°C – Δt(t – 20°C), (2)
где ρТ и ρ293 – плотность жидкого продукта соответственно при температурах Т и 293°К; βр – коэффициент объёмного расширения; Δt = (18,310 – 13,233ρ20°C )·10–4 – температурная поправка к плотности на один градус; t – искомая температура, °C,
Дело в том, что, например, стандарт на полимерную тару [10] требует устанавливать в нормативных документах на тару для конкретных видов продукции значения и предельные отклонения от номинальных размеров и массы тары, которые не должны превышать (приложение К):
0,1 мм. – для геометрических размеров (п.9.2.1);
0,05 мм. – для толщины стенки (п.9.3.1);
10 % – для номинальной вместимости (п.9.4.1);
10 % – для массы тары (п.9.5.1).
Поэтому тара может иметь следующий разброс по массе для объема 1 литр – масса 0,07 кг – точность 7,0 г.
Таким образом, для объема 1 литр можно вычислить плотность пива со следующей точностью –
Δ % =100[(1020+2,87+7,0)/1000– –(1020–2,87–7,0)/1000]/1,02 = =(0,01974/1,020)00 = 0,01935•100 = 1,9 %.
Как следует из метода ВИС [1,4], в т.ч. с предлагаемой адаптацией [9], измерения с помощью датчика емкостей (Со – в воздухе и Сизм – с жидким продуктом) и тангенсов угла потерь (tgδi), позволяют вычислить значение относительной диэлектрической проницаемости (ε) жидкого продукта, и, используя табличные данные воздуха (табл. 1) в качестве эталона (τв,ηв), – определить динамическую вязкость образца жидкого продукта (ηо), через вычисление его микроскопического (τо) и макроскопического времён релаксации (τ):
 , (3)
, (3)
где Со – емкость датчика в воздухе, пФ; Сизм – емкость датчика с жидким продуктом, пФ.
Параметры воздуха, загружаемые в компьютер для вычислений
|
t, °С |
η·106, Па·с |
ν·106, м2/с |
t, °С |
η·106, Па·с |
ν·106, м2/с |
t, °С |
η·106, Па·с |
ν·106, м2/с |
|
-50 |
14,6 |
9,23 |
70 |
20,6 |
20,02 |
350 |
31,4 |
55,46 |
|
-45 |
14,9 |
9,64 |
80 |
21,1 |
21,09 |
400 |
33 |
63,09 |
|
-40 |
15,2 |
10,04 |
90 |
21,5 |
22,1 |
450 |
34,6 |
69,28 |
|
-35 |
15,5 |
10,42 |
100 |
21,9 |
23,13 |
500 |
36,2 |
79,38 |
|
-30 |
15,7 |
10,8 |
110 |
22,4 |
24,3 |
550 |
37,7 |
88,14 |
|
-25 |
16 |
11,21 |
120 |
22,8 |
25,45 |
600 |
39,1 |
96,89 |
|
-20 |
16,2 |
11,61 |
130 |
23,3 |
26,63 |
650 |
40,5 |
106,15 |
|
-15 |
16,5 |
12,02 |
140 |
23,7 |
27,8 |
700 |
41,8 |
115,4 |
|
-10 |
16,7 |
12,43 |
150 |
24,1 |
28,95 |
750 |
43,1 |
125,1 |
|
-5 |
17 |
12,86 |
160 |
24,5 |
30,09 |
800 |
44,3 |
134,8 |
|
0 |
17,2 |
13,28 |
170 |
24,9 |
31,29 |
850 |
45,5 |
145 |
|
10 |
17,6 |
14,16 |
180 |
25,3 |
32,49 |
900 |
46,7 |
155,1 |
|
15 |
17,9 |
14,61 |
190 |
25,7 |
33,67 |
950 |
47,9 |
166,1 |
|
20 |
18,1 |
15,06 |
200 |
26 |
34,85 |
1000 |
49 |
177,1 |
|
30 |
18,6 |
16 |
225 |
26,7 |
37,73 |
1050 |
50,1 |
188,2 |
|
40 |
19,1 |
16,96 |
250 |
27,4 |
40,61 |
1100 |
51,2 |
199,3 |
|
50 |
19,6 |
17,95 |
300 |
29,7 |
48,33 |
1150 |
52,4 |
216,5 |
|
60 |
20,1 |
18,97 |
325 |
30,6 |
51,9 |
1200 |
53,5 |
233,7 |
Применение измерителя иммитанса Е7–25, который под управлением компьютера может за десяток секунд осуществить измерение и вычисление указанных параметров в диапазоне 1 кГц – 1 МГц, позволяет получить не только спектры εi и tgδi , но и спектры активных электропроводностей, по которым вычисляются следующие параметры [11]:
– удельная теплота сгорания (Qi) и характеристическая частота (fi) жидкого продукта,
– содержание влаги ( %).
Принимая во внимание, что измерения проводятся на определенных частотах (в диапазоне работы измерителя иммитанса), а значение ε∞ > 1 при высоких температурах (например, при парообразовании), получим:
tgδ·(ε + ω2τ2) = (ε -1)·ωτ
или tgδ·ω2τ2–(ε-1)ωτ + tgδ·ε = 0 (4)
Заменяя ω на 2πf и разделив каждый член уравнения на множитель при τ2 , получим:
 (5)
(5)
Подставляя частоты измерений и измеренные значения tgδ и ε образцов, найдем макроскопические времена релаксации (τ) исследуемых образцов жидких продуктов при температуре окружающей среды:
 (6)
(6)
После этого по третьему уравнению системы (3) определяется молекулярное время (τо) образца, а по второму – его динамическая вязкость (ηо).
Для сравнения полученных результатов с эталонными значениями воздуха (таб.1) при трех общепринятых стандартных температурах жидких и вязких сред (15°С, 40°С, 100°С) и одной отрицательной – застывания, используется ограничение значения потерь при 100°C (tgδ ≤ 0,02) и формулы температурной зависимости tgδ и ε [1,4]:
tgδ (Т) = tgδ20 exp[k·(T – 20°C)] (7)
 ,1/град.,(8)
,1/град.,(8)
а также формулы Вальтера, выражающие зависимости кинематической вязкости от температуры:
 , (9)
, (9)
где эмпирические коэффициенты а и b определяются по известным парам значений ν и Т, по следующим формулам:

 . (10)
. (10)
Аналогично, для идентификации жидких и вязких продуктов по температуре застывания, использованы формулы Вальтера, при значении кинематической вязкости 10000 мм2/с:
 (11)
(11)
где 10000 – кинематическая вязкость при температуре застывания Ti,°К; ai и bi – константы для i-го жидкого продукта.
Для реализации предлагаемого метода автоматизированного контроля пива был изготовлен 3-электродный коаксиальный датчик-крышка (рис. 1).
Высота всех медных трубок и стержня датчика – 20 мм. Диаметр внешней трубки 20 мм, а внутренней – 13 мм. с толщиной стенок 0,5 мм., диаметр стержня – 6 мм. То есть зазор между внешней трубкой и внутренней (для измеряемой жидкости) – 6 мм. (рис. 1), а зазор между внутренней трубкой и стержнем (также для измеряемой жидкости) – 6 мм.
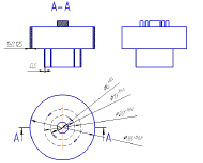
Рис. 1. Емкостный 3-электродный коаксиальный датчик-крышка
Емкость трубчатого (коаксиального) датчика (рис. 1) определяется по формуле:
 (12)
(12)
Откуда следует, что емкость наружной секции датчика (на воздухе и без охранного кольца) должна составить:
Сдн = 6,28•1,005• 8,85·10–12 ×0,02/ln(0,019/0,013) = 2,94374E-12 Ф или 2,94 пФ,
а емкость внутренней секции датчика (между внутренней трубкой и стержнем
Сдв = 6,28•1,005•8,85·10–12 •0,013/ln(0,012/0,006) = 0,04758E-12 Ф или 1,05пФ.
При параллельном соединении секций получается – 3,99 пФ, а при последовательном – 2,94•1,05/(2,94+1,05) = 0,77 пФ.
Измерениями на различных частотах зарегистрированы следующие значения:
1000 Гц – Сдн = 2,71 и Сдв = 1,07 пФ;
10000 Гц – Сдн = 2,94 и Сдв = 1,12 пФ;
100000 Гц – Сдн = 2,99 и Сдв = 1,17 пФ;
100000 Гц – Сдн = 2,68 и Сдв = 0,99 пФ;
При калибровке в криобензоле были получены следующие значения: Сдн = 8,82 пФ, а Сдв = 3,15 пФ.
Краевая емкость электродов составит:
Содн = (8,82 – 2,71)/(2,9 –1,0) = 3,22 пФ;
Содв = (3,15 – 1,07)/(2,9 –1,0) = 1,09 пФ.
Следовательно, результирующая формула расчета относительной диэлектрической проницаемости масла «внешним и внутренним» датчиками:
ε = (Сизмдн – 2,71)/3,22 +1;
ε = (Сизмдв – 1,07)/1,09 +1.
Таким образом, модель системы автоматизированного контроля пива можно представить (рис. 2), как совокупность следующих подсистем [4]:
– подсистемы потребителя (реализатора) пива (магазины, ларьки и т.д.), состоящей из переносного автоматизированного комплекса (ПАК) с соответствующим программным обеспечением, включающего в себя: ноутбук, измеритель иммитанса и электронные весы с контактной площадкой под различные крышки тары (со встроенными коаксиальными датчиками с выводами наружу), в которые фасуется пиво;
– подсистемы производителя пива, который для защиты своей продукции от подделки, разработал и применил крышку со встроенным в неё емкостным датчиком с выводами наружу, и, например, на своем сайте в Интернете размещает «электронные сертификаты» – «образы эталонов» выпускаемого пива, которые «скачиваются» в ПАК;
– подсистемы муниципального надзора за качеством пива, которая реализуется с помощью ПАК сотрудниками соответствующих государственных и общественных структур.
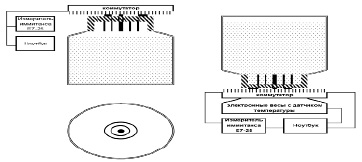
Риc. 2. Блок-схемы модели системы и ПАК
Библиографическая ссылка
Кречетов А.Л., Белозеров В.В. ОБ ЭКСПРЕСС-МЕТОДЕ И ПЕРЕНОСНОМ АВТОМАТИЗИРОВАННОМ КОМПЛЕКСЕ ИДЕНТИФИКАЦИИ И КОНТРОЛЯ КАЧЕСТВА ФАСОВАННЫХ ПИВНЫХ ПРОДУКТОВ // Научное обозрение. Педагогические науки. 2019. № 3-3. С. 57-61;URL: https://science-pedagogy.ru/ru/article/view?id=2009 (дата обращения: 04.07.2026).