

 science-review.ru
science-review.ru
Scientific journal
Научное обозрение. Педагогические науки
ISSN 2500-3402
ПИ №ФС77-57475
DEVELOPMENT OF TECHNOLOGY OF PRODUCTION OF YOGURT FROM GOAT’S MILK

В настоящее время серьезной проблемой питания является дефицит витаминов и отдельных макро- и микроэлементов, который обусловливает нарушение обменных процессов и, как следствие, развитие различных патологий. Установлено, что ликвидация дефицита минеральных веществ снижает длительность заболеваний в 2–3 раза, а общую заболеваемость – на 20 – 30 % [1 – 3]. Большой ассортимент молочных продуктов (сметана, сыр, сливки, кефир, творог, масло, простокваша, йогурт и др.) выпускается разной степени жирности. Продукты, которые обладают низкой жирностью содержат много молочного сахара или молочной кислоты, витаминов, белков и витаминов. Усвояемость кисломолочных продуктов в организме человека выше, чем молока, поэтому они являются самыми распространенными. Кисломолочные продукты на протяжении многих столетий являются важным компонентом питания людей всех возрастных категорий, особенно детей и подростков.
Козье молоко и продукты его переработки могут использоваться для диетического и лечебного питания для всех категорий населения, в том числе для питания детей с аллергией на коровье молоко [4].
Среди всего разнообразия молочных и кисломолочных продуктов на рынке – йогурт из козьего молока является одним из самых известных и популярных кисломолочных продуктов. Он сочетает в себе широкий спектр полезных свойств: способствует нормализации работы пищеварительной системы, улучшает микрофлору кишечника, благоприятно влияет на общее состояние организма, повышает иммунитет, улучшает состояние кожного покрова, костей и зубов [5].
Козье молоко и его продукты играют важную роль в экономической жизнеспособности во многих частях мира, особенно в развивающихся странах. Из козьего молока можно производить различные продукты: жидкие продукты (обезжиренные, обогащенные или ароматизированные), ферментированные продукты, такие как сыр, йогурт или пахта, замороженные продукты, такие как мороженое или замороженный масло, порошкообразные продукты [6, 7].
Основной задачей нашей работы являлась разработка технологии производства йогурта из козьего молока. Постановку эксперимента и проведение исследований осуществляли внесколько этапов:
I этап. Системный анализ научно-технической литературы, формулирование цели и задач исследования.
II этап. Анализ потребительского рынка молочной продукции.
III этап. Обоснование рецептурно-компонентных решений и способа производства йогуртов обогащенных.
IV этап. Исследование потребительских свойств разработанных йогуртов обогащенных.
V этап. Реализация технических решений на предприятиях молочной промышленности.
Объектом исследования являлись:
– Молоко натуральное козье – сырье, поступающее от племенных хозяйств «Зеренда», «Ордабасы», «Новая жизнь», «Санково».
– Опытные образцы йогуртов с заквасками YF-L811-Yo-Flex, YOMix 601 и JOINTEC X3. Согласно рекомендациям производителя для каждой закваски использовали температуру сквашивания 40 ± 5 °С.
При обосновании рецептурно-компонентных решений исходили из необходимости исследований:
– молока натурального козьего – сырья, поступающего от разных хозяйств;
– заквасочных культур, используемых для изготовления йогуртов;
– водоудерживающей способности пищевого обогатителя «Эликсир жизни».
Для оптимизации рецептурно-компонентного состава использовали обобщенную функцию желательности Харрингтона.
При разработке новых видов йогуртов первостепенное внимание уделяется свойствам заквасок, способствующих формированию плотной структуры и густой консистенции продуктов, сокращению продолжительности сквашивания и низкому постокислению. Низкое постокисление улучшает вкус и консистенцию продукта в процессе производства, упаковки и транспортировки, особенно в условиях недостаточного охлаждения или перепада температур.
Изучено влияние трех видов заквасок прямого внесения, занимающие наибольший удельный вес в поставках заквасок на молочные предприятия: FD DVS YF-L811–Yo-Flex, YO-Mix 601 и JOINTEC X3 на режимы сквашивания (температуру и продолжительность) и органолептические показатели качества йогуртов.
Закваска FD DVS YF-L811 – Yo-Flex представляет собой культуру с определенной комбинацией штаммов, включает Streptococcus thermophilus и Lactobacillus delbrueckii подвид bulgaricus. Согласно рекомендациям производителя применение ее в производстве позволяет получить йогурт с очень густой консистенцией, мягким вкусом и низким постокислением.
Закваска YO-Mix 601 – культура, включающая Streptococcus thermophilus и Lactobacillus delbrueckii подвид bulgaricus, дающая вязкий сгусток, выраженный аромат и вкус. Имеет ограниченное постокисление, наблюдается небольшой синерезис.
Закваска Jointec X3 – культура, включающая Streptococcus thermophilus и Lactobacillus delbrueckii подвид bulgaricus. Данная заквасочная культура образует не сильно вязкий сгусток, но с выраженным вкусом и ароматом. В процессе хранение отмечено невысокий уровень постокисления и отделение сыворотки.
Установлено, что все три вида заквасок при диапазоне температуры сквашивания 40 ± 5 °С образуют сгусток в течение 4-6 часов. В течение этого времени титруемая кислотность достигает 75 °Т, что является оптимальным для образования сгустка.
Отмечено, при использовании закваски типа YF-L811–Yo-Flex сгусток отличался более плотной консистенцией с отсутствием признаков синерезиса, что можно объяснить присутствием в составе данной закваски экзополисахаридов.
Сквашенные образцы йогуртов оценивали органолептически по 10-ти балльной шкале по следующим показателям: сливочность, плотность в ложке, тягучесть сгустка, глянец на поверхности, однородность, плотность во рту, вкус во рту, ощущение кислоты во рту.
Установлено, что лучшими органолептическими показателями обладал образец йогурта с заквасочной культурой FD DVS YF-L811 – Yo-Flex.
Исходя из проведенных исследований, было принято решение при производстве йогурта обогащенного использовать заквасочную культуру FD DVS YF-L811 – Yo-Flex и температуру сквашивания 40 ± 5 °С.
Основные параметры технологического процесса производства йогурта
|
Продукт |
Состав микрофлоры закваски |
Режим тепловой обработки молока |
Температура сквашивания, °С |
Кислотность готового продукта, °Т |
Массовая доля сухих веществ, % |
|
|
Температура, °С |
Продолжительность выдержки, мин |
|||||
|
Йогурт |
Молочнокислые термофильные стрептококки и болгарские палочки 1:1 |
90-95 |
2-3 |
40-42 |
75-140 |
12,5-20 |
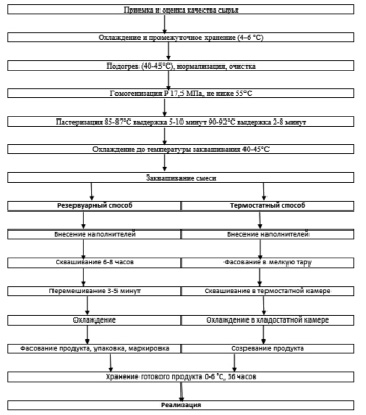
Технологическая схема производства йогурта резервуарным и термостатным способами
Разработанная технологическая схема производства йогурта из козьего молока представлена на рисунке.
В настоящее время в мире четко проявляется тенденция по замене коровьего молока козьим, детского и лечебного питания. Таким образом, от коз получают универсальное молоко. Это означает, что оно подходит для производства пастеризованного молока, кисломолочных продуктов. Необходимо отметить, что для производства молочных продуктов из козьего молока не требуется дополнительного оборудования.
Ключевыми факторами успешного маркетинга продуктов молочной козы являются: 1) потребительское восприятие безопасности и питания; 2) качество вкуса, текстура тела и внешний вид; 3) наличие специальных типов; 4) привлекательность упаковки; 5) относительная цена продуктов и 6) установление надлежащих каналов сбыта и сбыта.
Библиографическая ссылка
Амантай У.А., Алтайулы С., Куцова А.Е., Смагулова М.Е. РАЗРАБОТКА ТЕХНОЛОГИИ ПРОИЗВОДСТВА ЙОГУРТА ИЗ КОЗЬЕГО МОЛОКА // Научное обозрение. Педагогические науки. 2019. № 4-4. С. 45-48;URL: https://science-pedagogy.ru/en/article/view?id=2140 (дата обращения: 04.07.2026).